





IDAH is the total solution provider for food, feed, and biofuel production
IDAH offers a complete selection of machines and parts for worldwide customers
IDAH Company today is the world's number one shrimp feed machine solution provider; we manufacture patented ContaTwin extruder, industry best sold pellet mill, dryer with patented Uniform Moisture Control, and have become the leader in texturized vegetable protein (TVP). We provide one-stop service which includes: R&D Prototyping, Education, Consultancy, Turnkey solution, Single Machine, and Spare Parts that helped our customers always stay one step ahead in the market.
With over 40 years of experience, we have enabled our customers to rapidly grow with our processing machines and complete turnkey project solutions in aquafeed, pet food, animal feed, extruded snack, textured vegetable protein (TVP), high moisture meat analogues (HMMA), plant-based meat, and wood pellets.
At IDAH, we understand that innovation grows from collective wisdom and experience. IDAH Innovation Center, an extrusion research lab, fosters an environment of innovation through open experiment by providing direct hands-on access to industry experts and machinery. We are committed to provide built-to-last machinery while also supporting our customers by providing robust OEM brand spare parts.
If you are in the feed, food, and biofuel industries. Come and visit us at IDAH, we will develop your next innovative products and have them realized.
The top 10 leading feed companies in Asia all rely on IDAH’s innovative technologies. Join them by entrusting IDAH as your machine and solution provider.
Product

Grinding,Pulverizing, Crumbling
Grinding,Pulverizing, Crumbling
We provide different machines for particle reduction of various ingredients.
VIEW
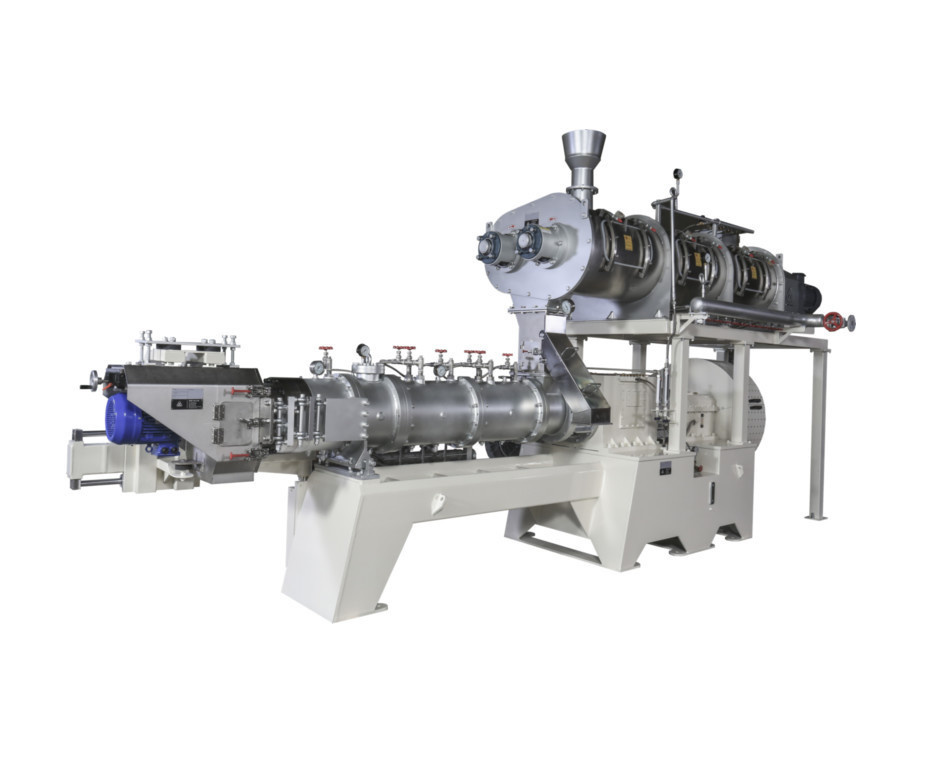
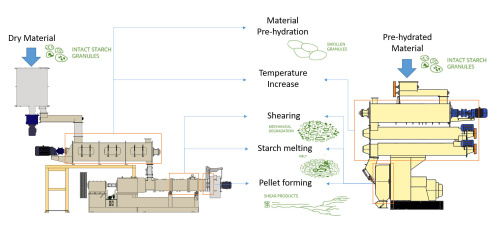
Extrusion and Expander
Extrusion and Expander
Durable extruder for the production of high-quality product.
VIEW

Drying and Cooling
Drying and Cooling
Uniform and precise moisture control in the drying process.
VIEW

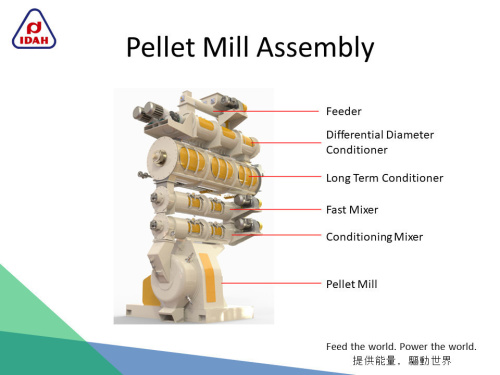
Pelleting
Pelleting
Designed for long-lasting performance with easy operation and low maintenance.
VIEW

Conditioning
Conditioning
High efficiency material conditioner for extrusion and pelleting industry.
VIEW

Parts
Parts
Our spare parts are manufactured for OEM brands with design for assembly principles.
VIEW
Service
IDAH provides one-stop service which includes: R&D Prototyping, Education, Consultancy, Turnkey solution, Single Machine, and Spare Parts that helped our customers always stay one step ahead in the market.
Turnkey Projects
IDAH has completed over 300 turnkey projects in 21 countries since 1974. We have enabled our customers to rapidly grow by using our processing machines and complete plant solutions. These customers included the top 10 leading feed companies in Asia.
IDAH applied a 3D design program to simulate the process flow, to reduce the time and money needed while manufacturing machines, constructing machine towers, and machines installation.
IDAH Innovation Center
At IDAH, we understand that innovation grows from collective wisdom and experience. IDAH’s Innovation Center, an extrusion research lab, fosters an environment of innovation through open experimentation: providing direct hands-on access to industry experts and machinery. We can develop the competitive and innovative product with you.
READ MORE Technical Support
IDAH offers technical support for every step of your production process. Our consultancy includes plant management, formulation, quality control, and operator training. The scheduled onsite or online service is available for our customers. IDAH actively organizing technical seminars and training courses to share the latest technology and new ideas for process solutions.
READ MORE Maintenance
IDAH has 5 offices plus 10 plus agent worldwide. Technical supports can be provided on-time when question or problem is occurred. Please call us or contact us via internet, our experienced engineers will work with you to solve the problem, or our nearest engineer can visit the site to offer onsite consultation or technical supervision.
READ MORE Spare Parts
High quality spare parts is essential to maintain equipment at its prime performance. IDAH understands customers have strong demands for wear parts that attain on-time delivery and supreme quality. IDAH takes relentless efforts to develop new material systems for all wear parts for longer life span and installs modern production systems to support on-time delivery. All the efforts will in result to give customers minimized downtime and product costs.
READ MORE Solution
Aqua Feed 
Our aquafeed solution produces sinking, slow-sinking, and floating feed. We design and manufacture reliable pelleting and extrusion systems for producing premium quality feed. The robust machinery with excellent configuration and high energy efficiency guaranteed to fulfill your production requirement.

Animal Feed
With over 40 years of accumulative experience, IDAH understands the importance of top-notch pre-conditioning configuration, pellet mill design, and operator-friendly control systems for producing high-quality animal feed. Our solution includes the production of cattle feed, pig feed, and poultry feed.

Pet Food
IDAH pet food solution produces dry kibbles and semi-moist pet food. Our pet food production featuring the patented ContraTwin extruder and the Carousel dryers with high uniformity drying performance. The solution guaranteed to produce high palatability and safe pet food for dogs, cats, rabbits, aquarium fish, and other specialized pet food.

Food
IDAH established the laboratory for food research and development in 1997. Our robust co-rotating twin-screw extruder supports the production of textured vegetable protein and snacks. With hands-on experience in making formulation, operating the machines, and marketing of food products, we are your ideal partner for your food industry.

Wood & Biomass
IDAH provides the integrated machinery and solution for processing wood and biomass material. Wood pellet and biomass pellets are one alternative of the sustainable source for combustion energy. The specially designed roller and pellet dies can provide high compression energy to press the material and generate high calorific value products.

Premix & Concentrates
Premix is an essential part of feed production. The combination of the vitamins and minerals in the premix will support the growth of the animals. IDAH micro-dosing and weighing scale systems can help premix or feed manufacturers to do the precise dosing and weighing of precious materials. The compact design guaranteed easy integration to your production line.

News Room
Events and Fairs / 2024.03.18
IDAH participated in Victam Asia 2024 in Bangkok
Our team had a great week at Victam Asia 2024. Thank you to everyone who visited our booth to experi...

Blog and Article / 2021.09.16
Carousel Dryer - Reliable and Easy Moisture Control (Video)
Carousel Dryer - Reliable and Easy Moisture Control (Video)
Have total control over your dryer inves...

Blog and Article / 2021.11.18
Pelleting process for high-quality shrimp feed (Video)
The production of high-quality shrimp (or prawn) feed is a series of complex and versatile processes...
News / 2023.05.04
CPM Announces the Acquisition of IDAH
CPM, a leading solutions provider of process equipment and engineered technologies, today announced ...

News / 2023.02.09
IDAH to exhibit in International Poultry Show Bangladesh 2023
We are pleased to announce that IDAH will be exhibiting at International Poultry Show 2023, and we c...

News / 2023.01.31
IDAH to exhibit in VIV Asia 2023
We are pleased to announce that IDAH will be exhibiting in VIV Asia 2023, and we cordially invite yo...

News / 2022.08.31
Total Moisture Control Solution exhibits in Victam Asia 2022
Dryer and Cooler in One Machine for Shrimp Feed have the benefits and features:
• Easy Moisture Con...

News / 2022.05.05
IDAH is your reliable partner.
Customer satisfaction is IDAH’s ultimate goal. Even in these times of uncertainty, IDAH continues to...

News / 2022.03.10
0.8 mm shrimp feed pellet made by IDAH Pellet Mill.
0.8 mm shrimp feed pellet made by IDAH Pellet Mill.
In the last 3 years, we are actively commencing...

Blog and Article / 2021.12.16
Which is correct? Starch Cooking vs Starch Gelatinization
What comes to your mind when you heard “starch gelatinization”? If you are working in the food or fe...
Successful Story
Shrimp Feed / 2016.08.15
Four Lines of Shrimp Feed Production / Vietnam
Our client is a globally well-known company for animal nutrition and aquaculture feed, employing app...

Pet Food / 2020.12.24
Extrusion for pet food production / Thailand
Another new innovation from IDAH. We are introducing the new ZPT85A Twin-screw extruder. This extrud...

Fish Feed / 2020.04.14
Temp. Zone Dryer for Fish Feed Production / Indonesia
The new CDX-series horizontal dryer from IDAH. This dryer is designed with separate drying temperatu...

Fish Feed / 2020.05.25
High Capacity Fish Feed Production with EP-218 Extruder / Indonesia
Model: EP-218
Machine: Single screw extruder
Motor: 400HP
Screw size: 218 mm
Capacity: 8~10 TPH flo...

Fish Feed / 2021.02.23
Extrusion Line for Fish Feed / Egypt
In the first quarter of 2021, our customer has started building this factory, intended for producing...

Shrimp Feed / 2021.07.15
Post-conditioner and Carousel Dryer System for Shrimp / Thailand
With a series of research and development, IDAH has perfected the carousel drying technology in shri...

Other / 2020.06.16
Carousel Dryer for Cooling Toasted Soybean Application / Austria
Carousel Dryer for Cooling Toasted Soybean Application

Plant-based-meat / 2018.12.10
Production of Slice-Type Plant Based Meat / South Korea
Our customer is a well-known instant noodle manufacturer in South Korea. The customer bought our co-...

Want to know more? Let us know, we can help.
If you have any question, please don't hesitate to call us at +886-3-990-2701 or email us at [email protected]
Contact Us